
METAL ADDITIVE MANUFACTURING ・ CONTRACT SERVICE
“这个能做出来吗?”
——一切,从这一句话开始。
金属3D打印代加工服务。采用不锈钢、钛、铜等金属,一体成形切削和铸造难以实现的内部流道与微细结构。
最小壁厚 0.1 mm、内部孔 φ0.15 mm。从数据出发短交期成形。
- 1件试制起
- 无需模具
- 报价原则2个工作日
WORKS GALLERY
成形案例
以下全部为自社设备的成形实物。如果觉得"和我要做的形状很像",欢迎随时咨询。
01 内部走流道·中空化

LEAP 歧管
纵横交错的大量流道一体成形。开口采用泪滴形设计,无需支撑即可成形。
- 内部流道
- 无支撑设计
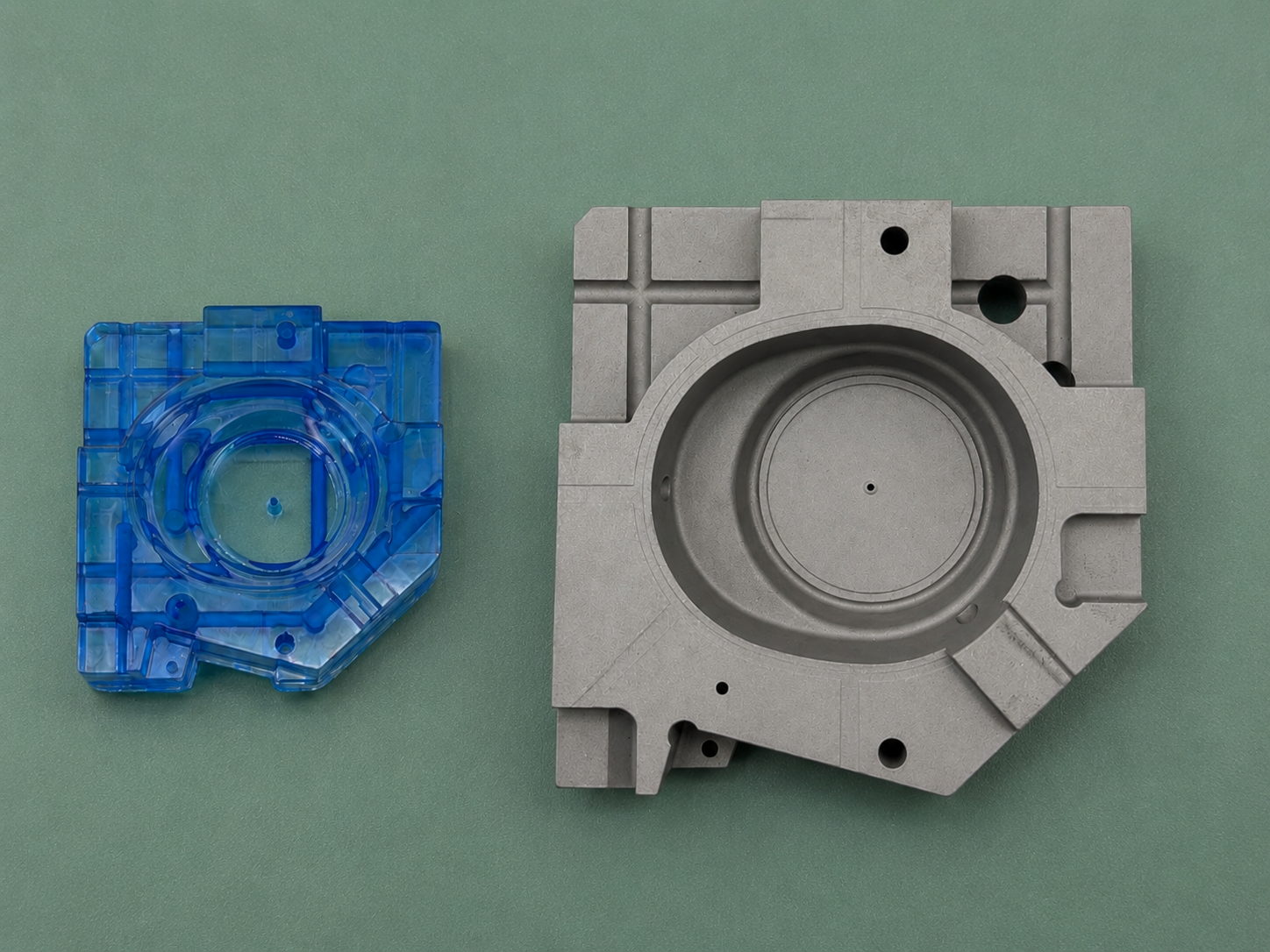
组合式歧管
中空结构(通气·通水等)。两个零件组合使用。
- 中空
- 内部流道
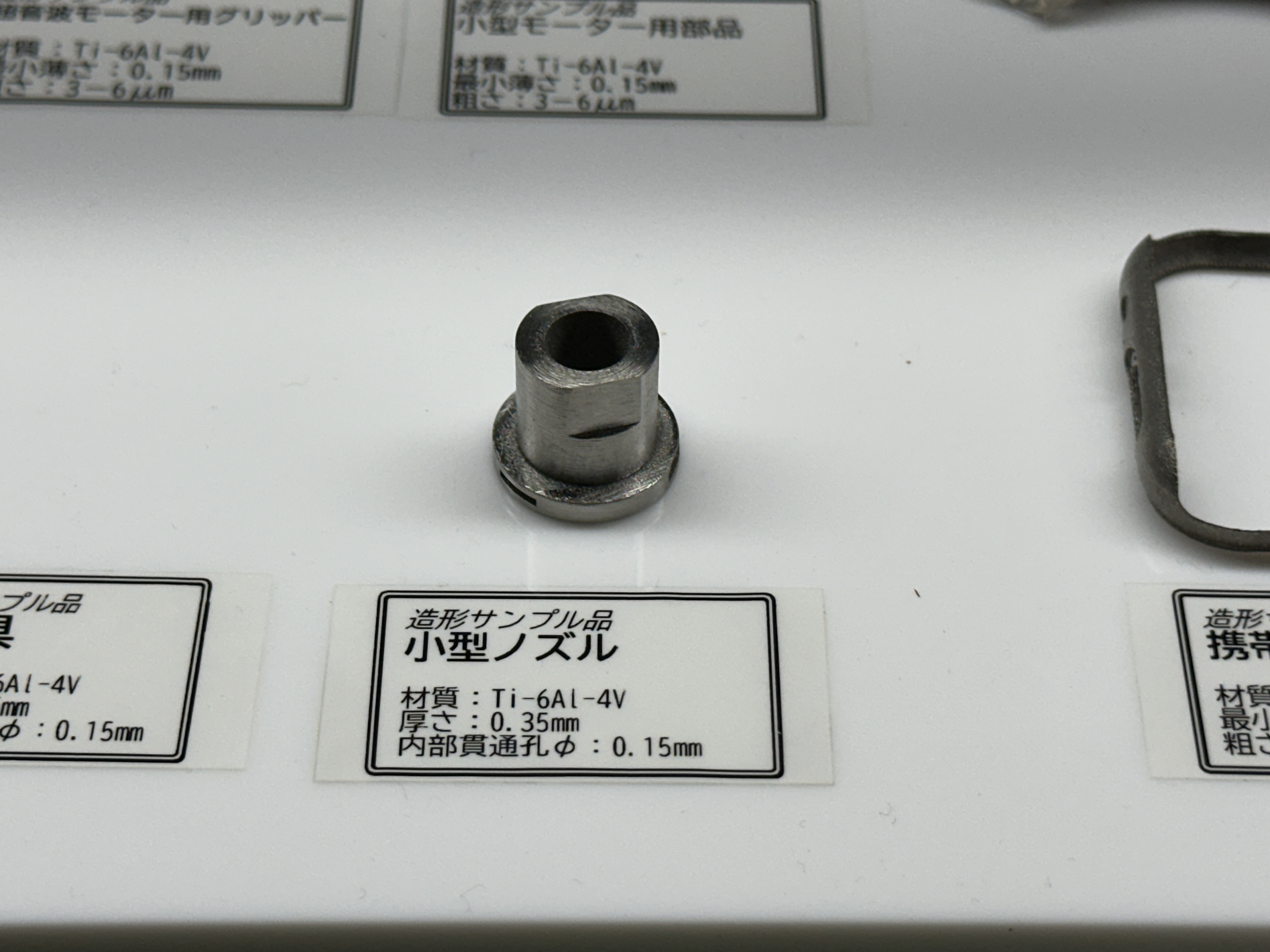
内置水路喷嘴
内置冷却水路。
- 内部流道
02 复杂曲面·微细·薄壁
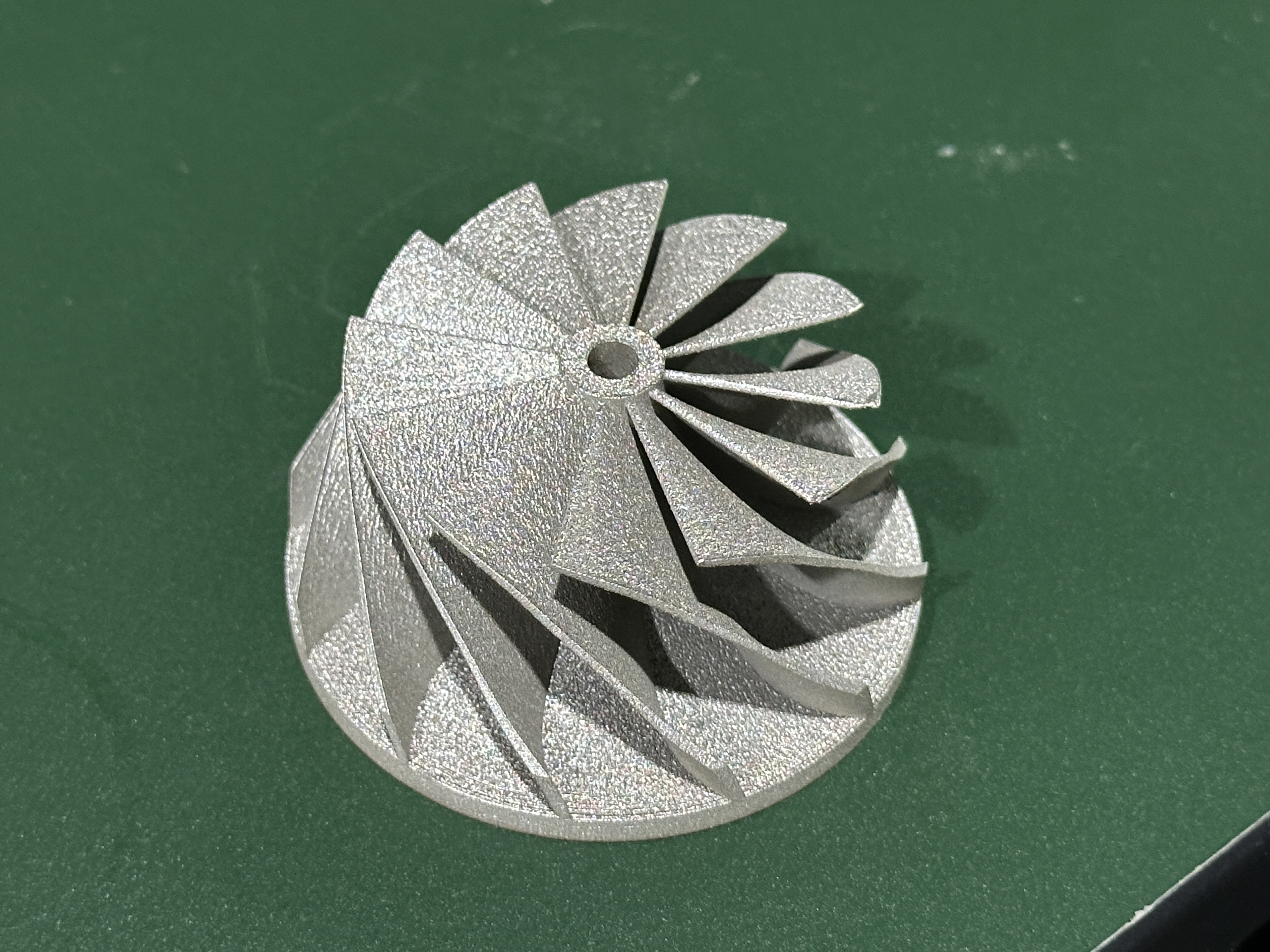
叶轮
金属3D打印最擅长的复杂曲面的代表案例。
- 复杂形状

冷却风扇
Ti-6Al-4V·最薄 0.1 mm
最薄 0.1 mm 的薄壁。
- 微细

医疗·牙科零件模型(牙齿矫正)
微细·复杂形状。
- 微细
- 复杂形状
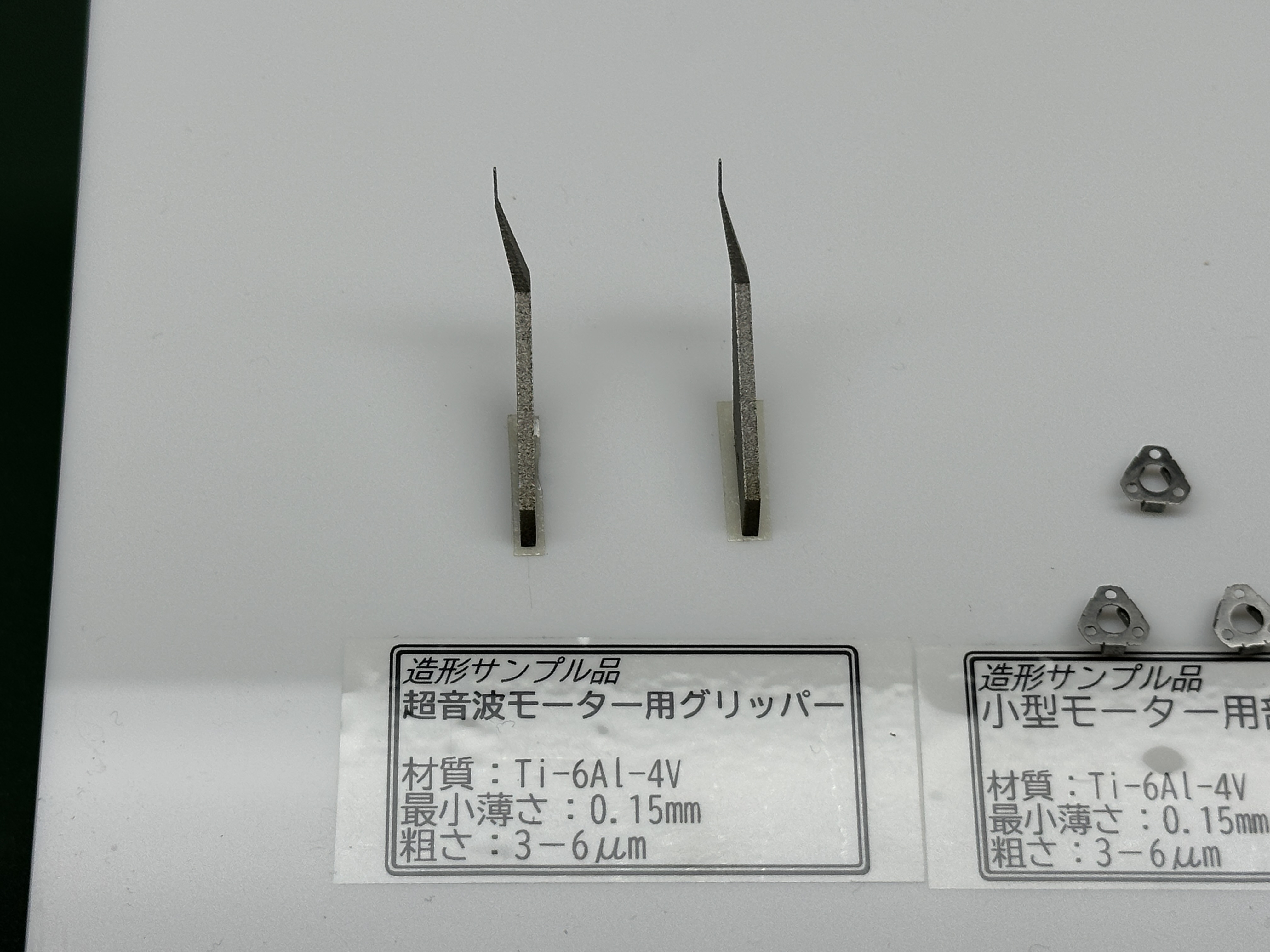
超声波马达用夹持器
Ti-6Al-4V·最薄 0.15 mm
- 复杂形状
03 金属3D打印独有的设计(轻量化·无支撑·一版多件)

发动机零件模型
对形状进行整体优化,无需支撑成形。展示用缩小模型一次性同时成形16件。
- 优化
- 无支撑设计
- 一版多件
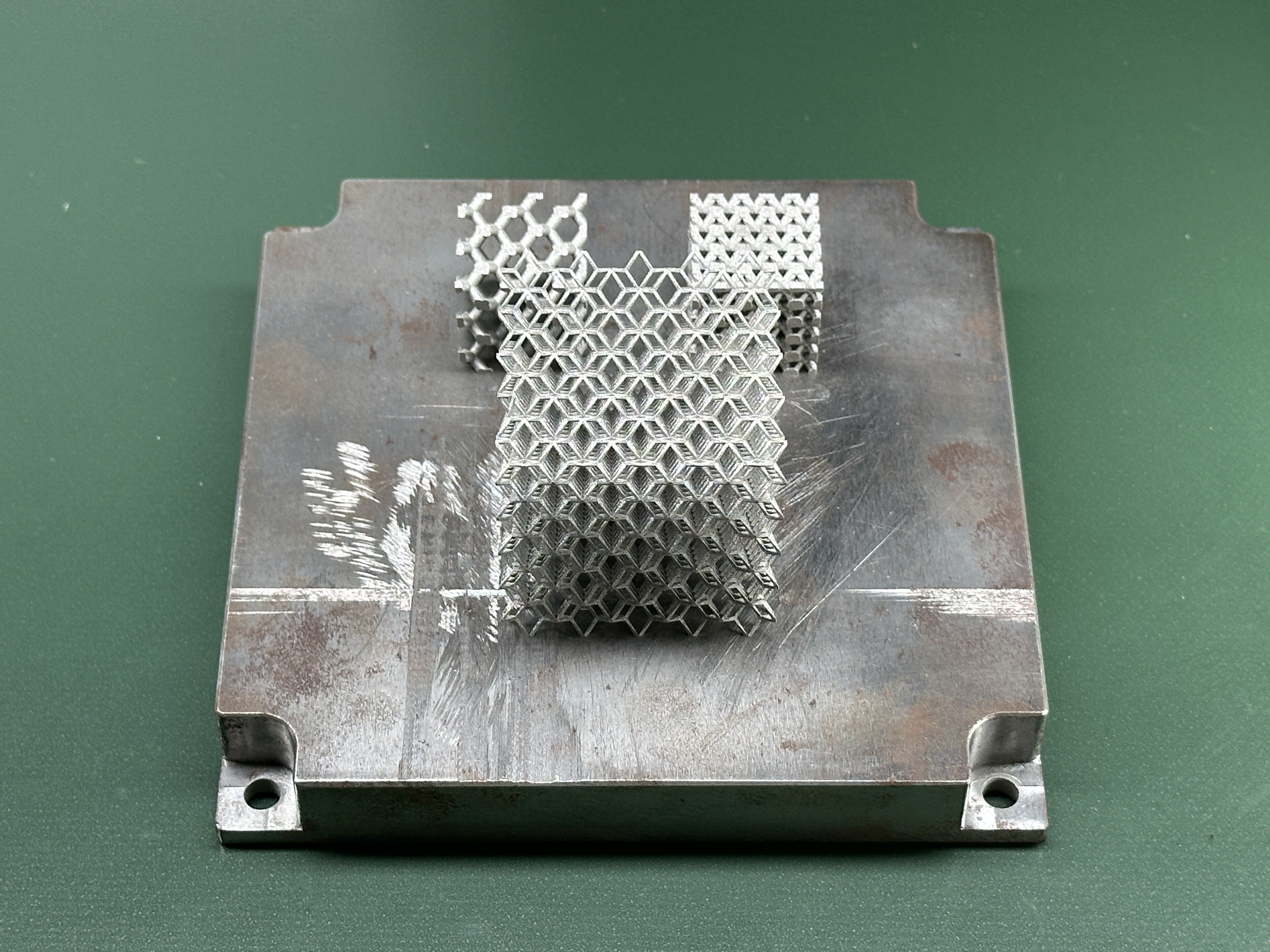
点阵结构
Ti-6Al-4V
3个立方体在一块基板上一次成形。在保持强度的同时实现轻量化。
- 轻量化
- 一版多件
CAPABILITY
对应能力
0.1mm
最小壁厚
φ0.15mm
内部孔
±0.05mm
尺寸精度
>99.95%
相对密度
150×150×200mm
成形尺寸
2个工作日
报价回复(原则)
可用材料
- 不锈钢
- 钛合金
- 铜合金
- 铝合金
- 耐热合金(镍基等)
- 银合金
- 工具钢
※ 实际可否对应,将在成形可否判定·报价时确认。
IN-HOUSE EQUIPMENT
自社运行的精密SLM设备"HTL-150"
代加工全部在自社运行的精密 SLM 增材制造设备"HTL-150"上完成。500 W 光纤激光聚焦至 40 μm 光斑,在氧含量受控的密闭腔体(氧浓度 100 ppm)内,稳定成形最小壁厚 0.1 mm 的微细形状,相对密度达 99.95% 以上。
查看详细规格
| 成形方式 | LPBF / SLM(激光粉末床熔融) |
|---|---|
| 成形尺寸 | 150 × 150 × 200 mm |
| 激光器 | 500 W 连续光纤激光器 |
| 聚焦光斑直径 | 40 μm(椭圆度 0.993·GFI 0.990,Gauss-Fit 测定) |
| 层厚 | 30~60 μm |
| 最大扫描速度 | 6500 mm/s |
| 成形速率 | 15 cm³/h |
| 尺寸精度 | ±0.05 mm |
| 最小壁厚 | 0.1 mm |
| 表面粗糙度 | Ra 3.0~6.4 μm |
| 相对密度 | >99.95 % |
| 惰性气体消耗 | <1 L/min(氧浓度 100 ppm) |
| 外形尺寸/质量 | 940 × 900 × 1880 mm / 370 kg |
※ 精度、密度、速度、粗糙度等数值因材料、形状、参数及前后处理而异。
WHY US
客户选择我们的三大理由
您是否有这些困扰
- 有传统切削、铸造难以制作的内部流道、中空、点阵结构
- 找不到能以高精度加工微细小型零件的供应商
- 试制数量不足以专门开模,左右为难
- 根本没有可以轻松咨询"能不能做"的对象
复杂内部结构,一体成形
内部流道、中空、点阵结构等传统切削和铸造难以实现的形状,一体成形。最小壁厚 0.1 mm、内部孔 φ0.15 mm、相对密度 99.95% 以上,微细且高精度。
- 微细
- 复杂形状
- 内部流道
自社设备·自社运行,所以响应快
代加工在我们自己运行的设备上完成。对设备了如指掌的工程师根据形状优化成形参数,从"能否成形"的判定到报价,原则上2个工作日内回复。
- 自社运行
- 参数优化
- 短交期
用数据证明质量后交付
在 ISO 9001/14001 认证体系下,用非接触3D形状测量仪(KEYENCE VR-6000)与三坐标测量机(Hexagon CMM)两台设备验证形状与尺寸。交付附成形参数报告,确保可重复性与可追溯性。
- ISO 9001/14001
- 检测报告
| 传统机械加工 | 金属3D打印 | |
|---|---|---|
| 内部·复杂结构 | 存在刀具无法进入、加工不了的形状 | 可一体成形 |
| 设计自由度 | 受刀具·夹具制约 | 形状自由度高 |
| 试制速度 | 开模·制具耗时 | 从数据出发短期完成 |
| 材料损耗 | 切削产生大量损耗 | 只用所需材料 |
※ 在量产规模下,传统加工有时更具优势。我们会根据用途提出最合适的工艺方案。
PROCESS
代加工流程
- 01
发送数据
STEP / STL
- 02
可否判定·报价
原则上2个工作日
原则2个工作日 - 03
参数优化
匹配形状
- 04
成形·后处理
无需模具
- 05
交付
附成形报告
※ 交付周期视零件尺寸和数量而定。
FAQ
常见问题
Q只做1件也可以吗?
可以。从1件试制到小批量均可对应。由于无需模具,少量订单也欢迎随时咨询。
Q需要发送什么样的数据?
请发送 STEP / STL 数据。如果还没有3D数据,也可以附上图纸(PDF 等)先来咨询。
Q费用大概是多少?
因形状、材料、数量而异。只需提供数据,我们将连同可否成形的判定,原则上在2个工作日内回复报价。
Q可以使用哪些材料?
代表性材料有不锈钢、钛合金、铜合金、铝合金、耐热合金(镍基等)、银合金、工具钢。实际可否对应将在成形可否判定时确认。
Q图纸和数据的机密性有保障吗?
我们将您提供的数据作为机密信息严格管理。
Q不确定能不能做的形状也可以咨询吗?
当然可以。一句"这个能做出来吗?"就够了。我们会从判断该形状是否适合金属3D打印开始提供帮助。
COMPANY ・ SINCE 1996 ・ YOKOHAMA
公司概要
1996年创立于横滨。我们是一家深耕超声波马达等精密马达及激光应用设备的制造商。自社运行金属3D打印机实机,承接代加工业务。
| 公司名称 | TECHNOHANDS Co., Ltd.(テクノハンズ株式会社) |
|---|---|
| 地址 | 〒235-0011 日本神奈川县横滨市矶子区丸山1-9-1 |
| 业务内容 | 金属3D打印代加工·销售/精密马达(超声波·DC无刷等)及激光应用设备(振镜电机等)的开发制造销售 |
| 认证 | ISO 9001/14001 |
※ ISO 的注册范围、注册地点、注册编号另行记载。应用领域请在实绩·许可范围内咨询。